جوشکاری آرگون
جوشکاری آرگون چیست ؟
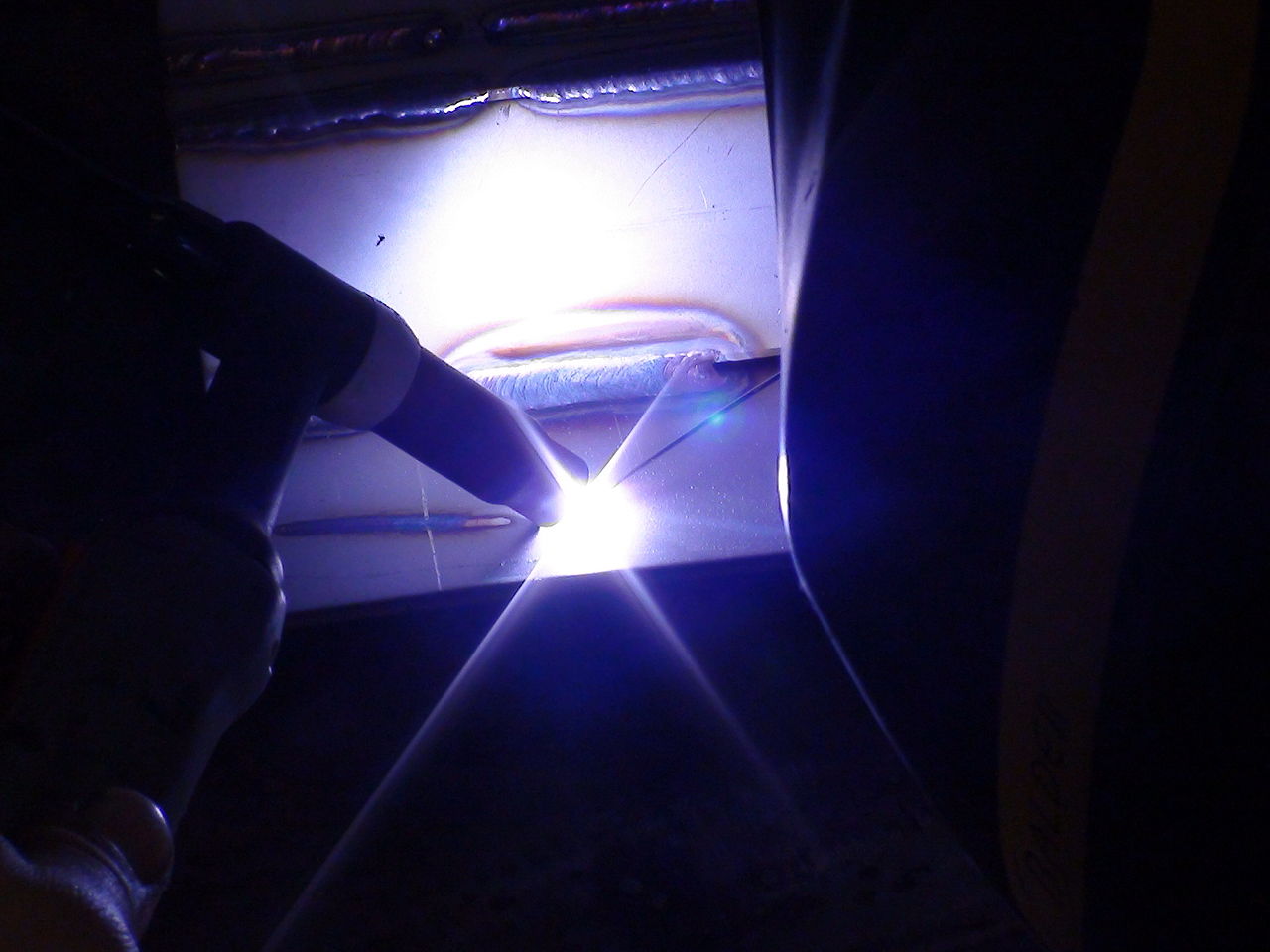
جوشکاری آرگون یا تیگ به جوشکاری تحت پوشش گاز آرگون می گویند. هر فرآیند جوشکاری نیاز به یک حوزچه مذاب و هر حوزچه مذاب نیاز به یک محافظ برای محافظت از اکسید شدن حوزچه مذاب دارد. در جوشکاری با دستگاه رکتیفایر محافظ جوش گل موجود در روی الکترود ، که در جوشکاری با دستگاه آرگون محافظ همان گاز آرگون میباشد . گاز آرگون یک گاز نجیب که در ستون آخر جدول مندلیف به اصطلاح گاز بی خاصیت می باشد. این گاز به دلیل اشباح بودن ساختار الکترونی هیچ گونه واکنشی انجام نمیدهد و از واکنش اکسیژن موجود در محیط با حوزچه مذاب جلوگیری میکند. در جوشکاری با دستگاه آرگون همانند جوشکاری با الکترود فلزی که ایجاد کننده قوس میباشد در کار مصرف نمیشود و این یک مزیت برتر است که اپراتور میتواند مقدار فیلر لازم جهت جوشکاری مناسب را کنترل کند. فلزی که برای جوشکاری آرگون ایجاد قوس میکند فلز تنگستن می باشد که این فلز یکی از سخت ترین فلز های موجود در طبیعت است که نقطه ذوب بالایی دارد و میتواند نسبت به نوع آلیاژ و سایز دمای بالایی را متحمل شود. پس برای ایجاد قوس الکتریکی در دستگاه آرگون و بوجود آمدن حوزچه مذاب تنگستن وظیفه ایجاد قوس، گاز آرگون محافظت از جوش و فیلر که به وسیله اوپراتور به حوزچه مذاب تزریق می شود.
تنگستن در رنگهای مختلف که در انتهای هر شاخه تنگستن موجود است در بازار یافت می شود که هر رنگ معرف ترکیب خاصی از سایر فلزات با فلز تنگستن می باشد که هر کدام از این ترکیب ها برای انجام جوشکاری فلزات مختلف مورد استفاده قرار می گیرد برای مثال تنگستن با رنگ مشخصه سبز مخصوص جوشکاری آلیاژهای آلومینیوم و رنگ مشخصه قرمز با ترکیب تنگستن و تریوم برای جوشکاری آلیاژهای مختلف آهن به کار می رود.
همچنین تنگستن ها در سایزهای مختلف که کاربرد های آن در آمپر های مختلف می باشد ساخته می شود که نسبت سایزها با آمپرهای مورد استفاده در جداول مخصوصی تعیین می گردد.
سیستم کارکرد دستگاه آرگون به دو بخش AC (جریان متناوب) و DC (جریان مستقیم ) تقسیم میشود که AC برای جوشکاری انواع آلیاژهای آلومینیوم و سیلیسیم و DC برای جوشکاری سایر فلزات مورد استفاد قرار میگیرد.
کاربرد جوشکاری آرگون
1- فلزات سنگین از قبیل آلومینیوم،نیکل،مس و برنج (مس و روی).
2- جوشکاری پاس ریشه در لوله ها و مخازن.
3- ورقهای نازک(زیر1mm).
مزایای جوشکاری آرگون یا TIG
1- به علت اینکه تزریق فلز پرکننده از خارج قوس صورت می گیرد.اغتشاش در جریان قوس پدید نمی آید در نتیجه کیفیت فلز جوش بالاتر است.
2- به دلیل عدم وجود سرباره و دود و جرقه ,منطقه قوس و حوضچه مذاب به وضوح قابل رویت است.
3- امکان جوشکاری فلزات سنگین و ورقهای نازک با دقت بسیار زیاد.

اولین دیدگاه را ثبت کنید